








- Ultraschallsystem
- Ultraschallhorn
- Ultraschall-Kunststoffschweißgerät
- Ultraschall-Metallschweißgerät
- Ultraschall-Nähmaschine
- Ultraschall-Schneidgerät
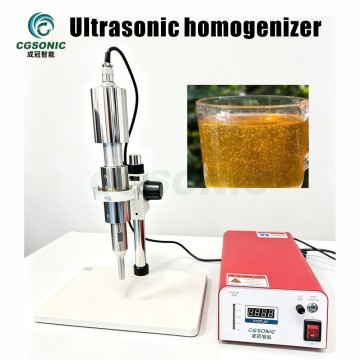
- Ultraschallhomogenisator
- Ultraschallgenerator
- Ultraschallwandler
- Ultraschall-Punktschweißen, Handschweißen
- Ultraschall-Schlauchversiegelungsmaschine
- Ultraschall-Plattenspieler
- Wasserauslassmaschine
- Flansch









01




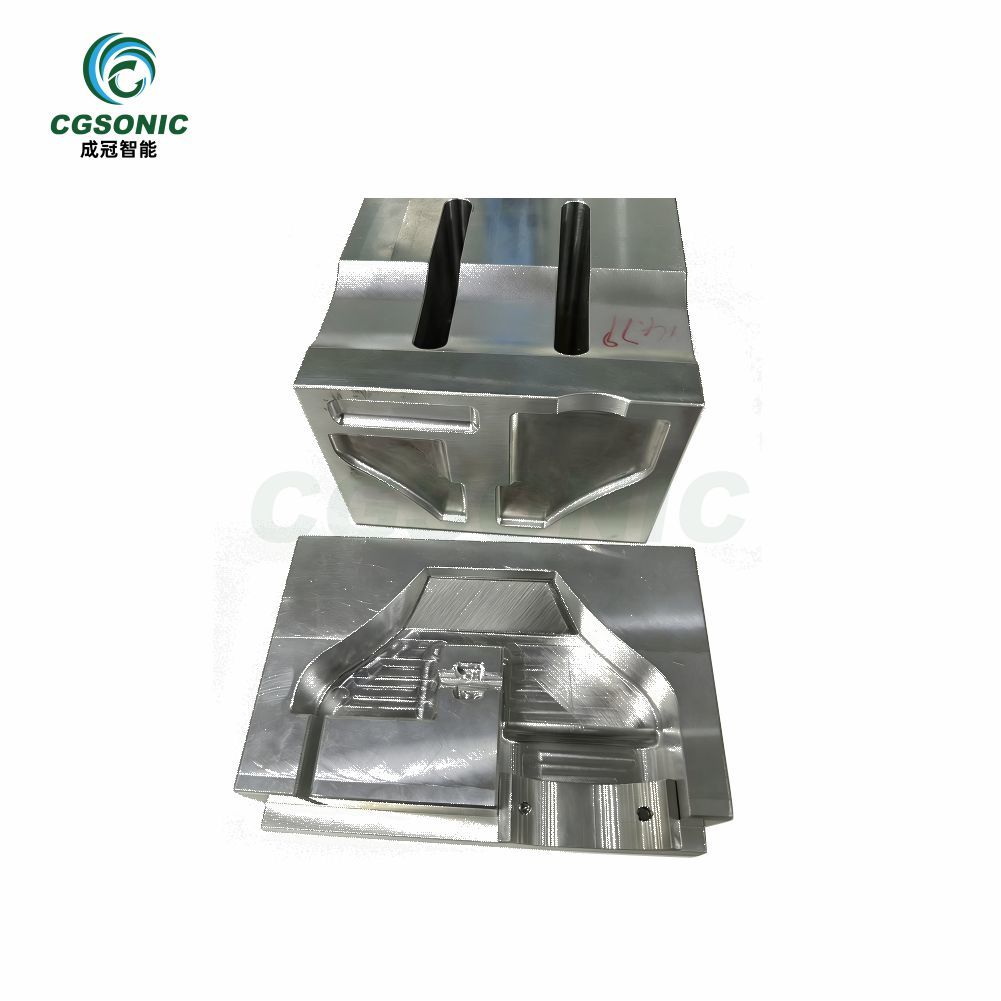
Wie man Ultraschallschweißformen (Schweißköpfe) konstruiert
Wichtige Konstruktionsdetails
Die Ultraschallschweißdüse (Schweißkopf) ist das Herzstück der Energieübertragung. Ihre Konstruktion basiert auf drei Hauptaspekten: akustische Anpassung, strukturelle Anpassung und Materialbearbeitung. Diese Faktoren bestimmen unmittelbar die Schweißqualität und die Stabilität der Anlage. Die wichtigsten Punkte sind:
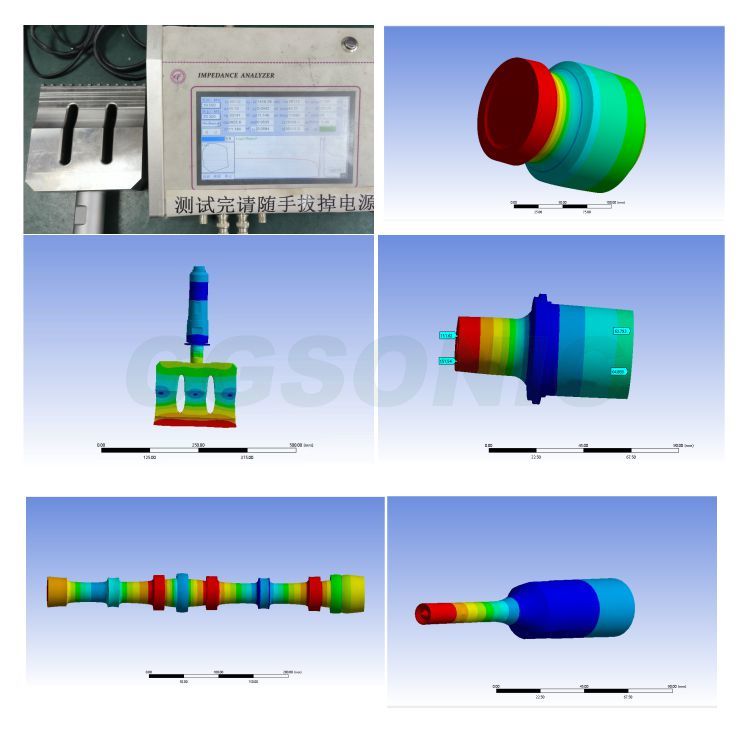
I. Anpassung der akustischen Leistung (Kernvoraussetzung)
Der Schweißkopf muss als Resonator fungieren und präzise auf die Gerätefrequenz abgestimmt sein, um Energieverluste und Geräteschäden zu vermeiden. Die Schwingungsmoden werden durch akustische Simulation optimiert, um eine gleichmäßige Amplitudenverteilung zu gewährleisten und Spannungsspitzen zu eliminieren. Die Amplitude wird entsprechend der Härte des Schweißguts optimal eingestellt, wobei das Amplitudenverstärkungsverhältnis so gesteuert wird, dass ein ausgewogenes Verhältnis zwischen Schweißeffizienz und Werkzeugstandzeit erreicht wird.
II. Schweißflächen- und Gesamtstrukturdesign
Die Gestaltung der Schweißfläche muss ein Gleichgewicht zwischen Energiekonzentration und Produktschutz herstellen: Energieleitstrukturen sollten integriert werden, um die Energie zu bündeln und den Schweißvorgang zu beschleunigen; Positionierungs- und Sicherungsvorrichtungen sollten eingesetzt werden, um ein Verrutschen oder Umpositionieren des Produkts zu verhindern. Nicht zu schweißende Bereiche sollten freigehalten werden. Abgeschrägte oder abgerundete Kanten verhindern Beschädigungen am Produkt und Risse in der Form. Die Gesamtkonstruktion muss ein ausgewogenes Verhältnis zwischen geringem Gewicht und Stabilität aufweisen; nicht kritische Bereiche können ausgehöhlt werden, und Formen mit langem Griff sollten Verstärkungsrippen aufweisen, um Verformungen zu vermeiden.
III. Materialauswahl und -verarbeitung
Die Werkstoffe müssen ein ausgewogenes Verhältnis zwischen akustischer Leistung, Festigkeit und Verschleißfestigkeit aufweisen: Titanlegierungen eignen sich für hochpräzise Anwendungen mit hohem Durchsatz; Aluminiumlegierungen bieten ein hohes Preis-Leistungs-Verhältnis und eignen sich für die Klein- bis Mittelserienfertigung; Werkzeugstahl wird zum Schweißen harter Werkstoffe und solcher mit Glasfaseranteil verwendet. Je nach Materialeigenschaften werden geeignete Wärmebehandlungen oder Oberflächenbehandlungen angewendet, um die Verschleißfestigkeit und Lebensdauer der Form zu verbessern.
IV. Wichtige Punkte zu Verbindung und Überprüfung
Die Anschlussfläche des Amplitudentransformators muss präzise passen, um Rundlaufgenauigkeit und effiziente Energieübertragung zu gewährleisten. Nach Abschluss der Konstruktion werden Simulationen, Probeschweißversuche und Lebensdauertests durchgeführt, um sicherzustellen, dass die Schweißnahtqualität und die Formstabilität den Normen entsprechen. Durch den Einsatz eines modularen Designs lassen sich die Produktanpassungsmöglichkeiten verbessern und die Kosten senken.